
In বিনিয়োগ ঢালাই,একটি আকৃতি বা প্রতিরূপ গঠিত হয় (সাধারণত মোমের বাইরে) এবং একটি ফ্লাস্ক নামে একটি ধাতব সিলিন্ডারের ভিতরে স্থাপন করা হয়। মোমের আকৃতির চারপাশে সিলিন্ডারে ভেজা প্লাস্টার ঢেলে দেওয়া হয়। প্লাস্টার শক্ত হয়ে যাওয়ার পরে, মোমের প্যাটার্ন এবং প্লাস্টার সম্বলিত সিলিন্ডারটি একটি ভাটিতে স্থাপন করা হয় এবং মোমটি সম্পূর্ণরূপে বাষ্পীভূত না হওয়া পর্যন্ত উত্তপ্ত করা হয়। মোম সম্পূর্ণরূপে পুড়ে যাওয়ার পরে (ডি-ওয়াক্সিং), ফ্লাস্কটি ওভেন থেকে সরানো হয়, এবং গলিত ধাতু (সাধারণত খাদ ইস্পাত, স্টেইনলেস স্টীল, পিতল...ইত্যাদি) মোমের অবশিষ্ট গহ্বরে ঢেলে দেওয়া হয়। যখন ধাতু ঠান্ডা হয় এবং দৃঢ় হয়, প্লাস্টার দূরে চিপ করা হয়, এবং ধাতব ঢালাই প্রকাশ করা হয়।
ধাতুতে জটিল জ্যামিতি সহ ভাস্কর্য বস্তু বা প্রকৌশল আকৃতি তৈরির জন্য কাস্টিং খুবই উপযোগী।ঢালাই অংশ তাদের একটি অনন্য চেহারা আছে, মেশিন করা অংশ থেকে বেশ ভিন্ন. কিছু আকার যা মেশিনে কঠিন হবে তা আরও সহজে নিক্ষেপ করা হয়। বেশিরভাগ আকারের জন্য কম উপাদান বর্জ্যও রয়েছে, যেহেতু যন্ত্রের বিপরীতে, ঢালাই একটি বিয়োগমূলক প্রক্রিয়া নয়। যাইহোক, ঢালাইয়ের মাধ্যমে অর্জনযোগ্য নির্ভুলতা যন্ত্রের মতো ভাল নয়।
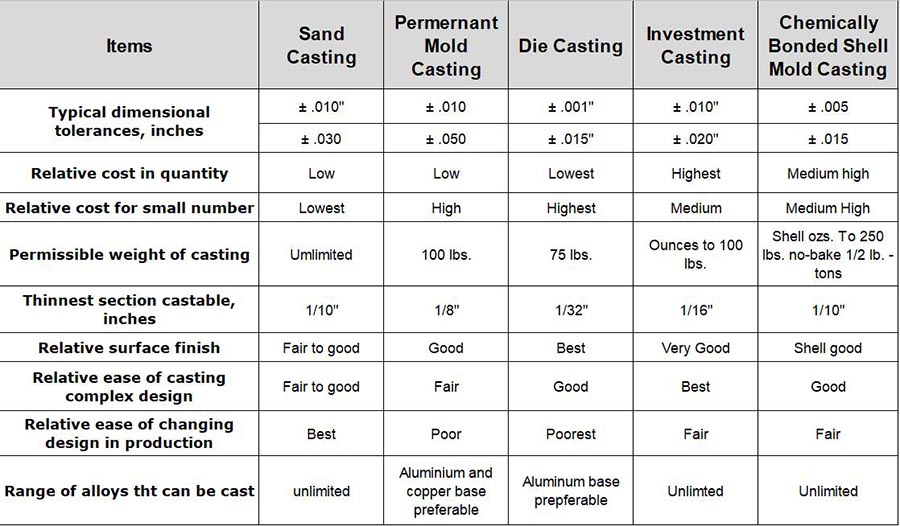
আপনি কখন বিনিয়োগ কাস্টিং চয়ন করবেন এবং কখন আপনি বালি কাস্টিং চয়ন করবেন?
বিনিয়োগ ঢালাইয়ের একটি বড় সুবিধা হল এটি প্যাটার্নে আন্ডারকাট করার অনুমতি দিতে পারে, যখন বালি ঢালাই করে না। ইনবালি ঢালাই, প্যাটার্নটি প্যাক করার পরে বালি থেকে টেনে বের করতে হবে, যেখানে বিনিয়োগ ঢালাই করার সময় প্যাটার্নটি তাপের সাথে বাষ্পীভূত হয়। ফাঁপা ঢালাই এবং পাতলা বিভাগগুলি বিনিয়োগ ঢালাই দিয়ে আরও সহজে তৈরি করা যেতে পারে এবং একটি ভাল পৃষ্ঠ ফিনিস সাধারণত অর্জন করা হয়। অন্যদিকে, ইনভেস্টমেন্ট কাস্টিং একটি অনেক বেশি সময়োপযোগী এবং ব্যয়বহুল প্রক্রিয়া, এবং বালি ঢালাইয়ের তুলনায় সাফল্যের হার কম হতে পারে কারণ প্রক্রিয়াটিতে আরও ধাপ রয়েছে এবং জিনিসগুলি ভুল হওয়ার আরও সুযোগ রয়েছে।
পোস্টের সময়: ডিসেম্বর-18-2020